




1 / 5

Face To Face: EN 558 S20 MSS SP-81
Flange Standard: EN1092-2, BS10, T/E, T/D, MSS SP-81
Inspection & Testing: BS EN 12266-1/AWWA C520
Working Temperature: -20ºC to 100ºC (-4°F to 212°F)


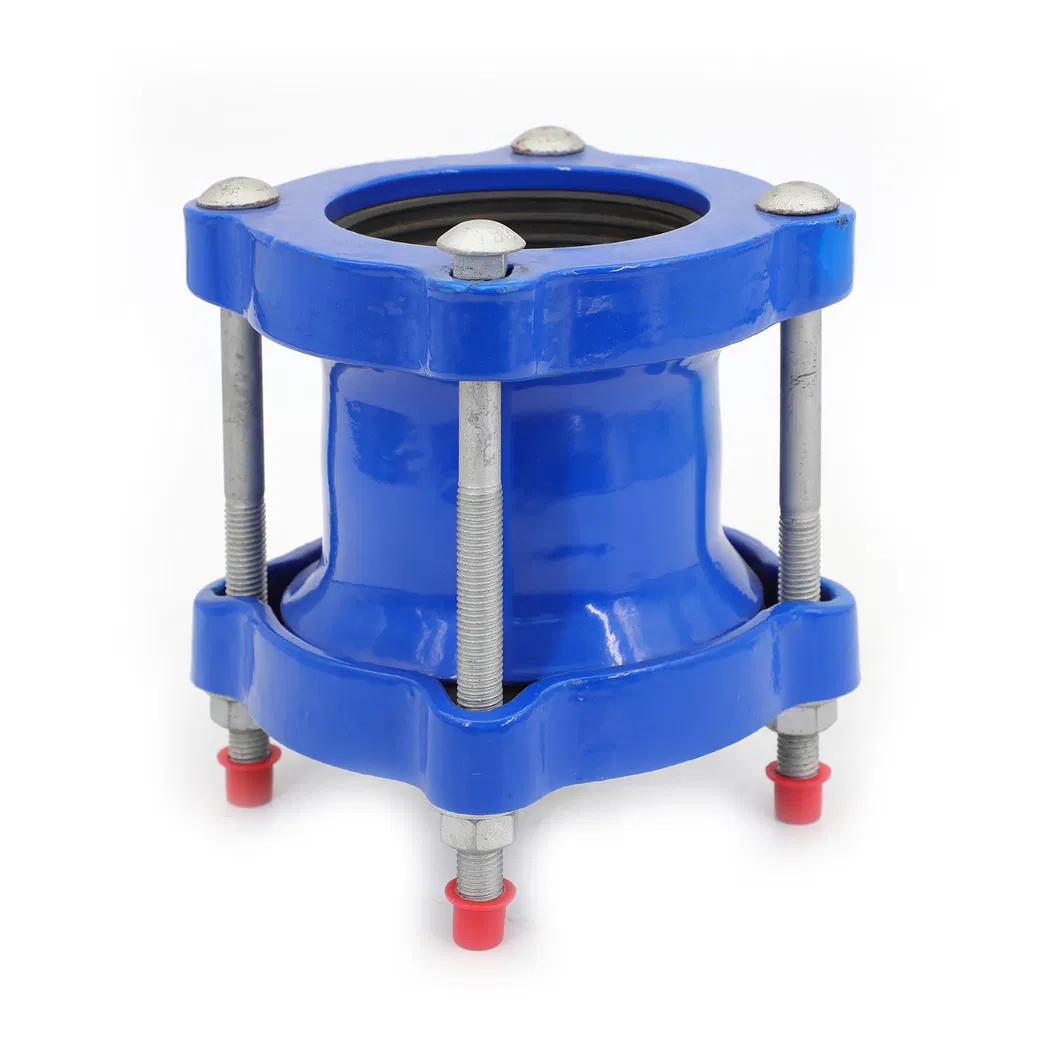



| NO. | Part | Material |
|---|---|---|
| 1 | U Seat | EPDM |
| 2 | Body | Ductile Iron |
| 3 | Knife | SS316 |
| 4 | Packing | PTFE |
| 5 | Bolts | Stainless Steel |
| 6 | Packing Gland | Ductile Iron |
| 7 | Yoke | SS420 |
| 8 | Stem | SS420 |
| 9 | Stem Nut | Brass |
| 10 | Handwheel | Ductile Iron |
| Possible Faults | Reasons | Solutions |
|---|---|---|
| Wedge sealing surface leaks | The rubber of wedge is damaged | Replace the new wedge |
| The leak between stem and gland | O-ring is damaged in the gland | Replace the new O-ring |
| The leak between bonnet and gland | O-ring damaged or bolt loose | Replace O-ring or tighten bolt |
| The leak between bonnet and body | O-ring is damaged in the bonnet | Replace the new O-ring |




1. Surface must be clear with correct characters; no missing or unclear markings.
2. No single sand holes or pores exceeding 1mm. Defects under 2mm can be repaired with putty if not on sealing surfaces.
3. Flash, burrs, and box seams must be polished smooth.
4. No obvious deformation, shrinkage, or box misalignment.
5. Asymmetry between inner cavity and outer shape shall not exceed 1.5mm.
6. Surface roughness should be ≤N11~12.
7. Cleanliness evaluated according to ISO8501-Sa2.5.
8. Outsourced manufacturers must conduct 100% self-inspection.









